#750 Vaya lio, por otro lado me dicen que si se sube la temperatura es más fácil que salgan los hilos

#751 los hilitos subiendo la velocidad de retracción, en el fondo es una lucha entre la velocidad de impresión y retracción. bajate uno de esos test que son dos palos y vas jugando con las velocidades.

#751 Lo que te ha dicho el compi más abajo sube vel. de retracción y distancia con un test de retracción varias veces.
P.D. - 200 Grados es algo bajo para mi gusto. Yo también uso 220 en PLA y 230 en TPU

He probado Cura a pelo sin el mod y 0 pelitos. La verdad que no entiendo el bombo de ese mod, se supone que mejora las impresiones y por lo menos, en este aspecto, es mucho peor Cura sin el mod.

Una pregunta, para los que entendéis. El tiempo de impresión va obviamente ligado al espesor de cada capa. Mi pregunta es, ¿cómo relaciono el espesor de la capa con el diámetro de la boquilla? ¿Hasta qué punto puedo maniobrar con eso sin cambiar la boquilla? Supongo que más que una pregunta en concreto lo que pido es una guía rápida sobre el tema. La cosa es que cuando saqué el perro de prueba de la Ender3 pensé que el espesor de cada capa por mí lo haría algo más grande para ahorrarme tiempo cuando no esté fabricando piezas que se vayan a ver, pero me gustaría tener controlados todos los parámetros necesarios.

#755 Ese diametro de boquilla lo puedes tocar en la configuración de la impresora en el programa que uses (cura, Simplify, Slicer, etc...)
Los tiempos se pueden reducir de muchas maneras. Aparte de las que dices, también se puede variando porcentaje de relleno, numero de capas iniciales y finales, número de lineas en la pared exterior, y por supuesto velocidades: general, de travel, de pared interior, de pared exterior y de relleno.
#756 Claro, pero cambiar el diámetro de boquilla me implica cambiar también la boquilla física. ¿Puedo jugar con el espesor de la capa aunque sea un margen pequeño sin cambiar la boquilla físicamente, por ejemplo cambiando el flujo de filamento?
#757 Supongo que por poder se podría, pero me dá que genería más problemas que los que resuelve (por ejemplo en las esquinas)
Yo te diría que vayas probando distintos parámetros o aventurarte al cambio de nozzle

#757 La norma es no sobrepasar en layer el 80% del nozzle, pero yo no sobrepasaria el 60% ya que empieza a exigir calibraciones peculiares.

Os comento porque estoy ya en la desesperasió:
Mi ender 3 hace un tiempo que ha empezado a imprimir como con brechitas...

La cosa es que he sacado un cubo de calibración y ha sido desastroso...





Esto está impreso a 0.1mm, 40º en cama y 200 para el filamento (que es lo que solía usar e iba genial :/)
Además, hice el test ese de los saltos del motor y tiene un desfase de unos 2/3mm... He pedido ya un buen usb para poder conectarla al pc y apañar el asunto de los saltos...
A alguien le ha pasado? Es problema de los saltos o hay algo más?



#761 falta extrusión, limpia el nozzle y mira que no haya ningún pegote entre el nozzle y el tubo de teflón (algo muy común).
#761 El nozzle me ha dado problemas varias veces por embozo, pero ya no sabía si era cosa suya, del filamento en sí...
#766 Gracias! Siempre intento tirar de esa guía o de la de all3dp ( https://all3dp.com/1/common-3d-printing-problems-troubleshooting-3d-printer-issues/ ), pero en este caso no estaba consiguiendo sacar nada de nada 
Pues al final le metí más presión a las correas, cambié el nozzle/PTFE por si el caso y ya vuelve a ir bien  (no perfecta porque aún tiene el problema de pérdida de pasos, pero se ha notado un montón!)
(no perfecta porque aún tiene el problema de pérdida de pasos, pero se ha notado un montón!)
Por si el caso estoy imprimiendo tensores de correas (https://www.thingiverse.com/thing:2986144) para que termine de ir fetén. Gracias! #763 #764 #766 #767

Se que esto es impresión 3D, quizá alguien tenga idea porque yo no.
Este producto comprado de la tienda oficial (hicieron open source el modelo 3D) vale sobre los 299 puesto en casa, me parece una salvajada.
Cuánto creéis que puede costar imprimir en 3D? Tendría buena calidad? Y sobre CNC en una plancha de metal? Qué costaría?
https://www.thingiverse.com/thing:3372586
Decir que tiene el tamaño de una caja de zapatos, por si ayuda en algo xd
#770 ¿Qué es, como una caja vacía y el modelo azul es la tapa? Es que de los dos renders que salen no termino de entender lo que es.
#770 no cabe en mi ender 3 (por mucho xD)
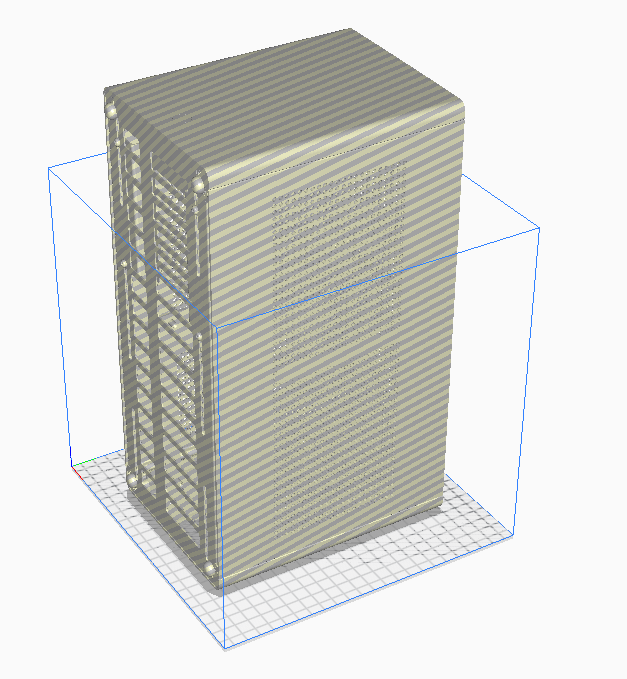
y en las impresoras que quepa tiene que ser una locura con tanto soporte y mierdas, supongo que una con dos extrusores y material disolvente al agua para los soportes podrías hacer algo
la verdad que la caja está guapa para hacerte un pc
#771 Es una torre de pc tamaño caja de zapatos, intuyo que el archivo .step que te descargas te lo desglosa por piezas, el modelo 3D se ve todo ensamblado
#774 Humm... Las cajas de PC y similares se suelen hacer por conformado de chapa: plegado, troquelado y esas cosas. Hacerla así de forma digamos artesanal es caro. Imprimirla en 3D con las tecnologías que manejamos de manera más o menos doméstica y barata pues igual se puede, aquí hay gente que controla más que yo, pero aun así fácil no va a ser. No tengo mucha experiencia con el tema y no sabría decirte precios exactos que te pueden dar con diferentes tecnologías de fabricación, pero barato lo veo tenso.
#775 Bueno, es que yo entiendo 0 del tema y realmente la técnica que se emplee me da un poco igual, no sé si se hace con CNC, con plegado como dices o cómo... Una torre así que realmente son láminas del metal que sea finas, cuadradas y con agujeros para tornillos supongo que habrá alguna técnica con una maquinaria que lo haga relativamente sencillo o barato.
El producto original comprado son 299 pavos, con ahorrarme el 50% de lo que vale si el resultado es de calidad, ya me interesa xD


Tengo unda duda me compré un hormiguero y la forma que tienen de conectarlos medienta unos conectores con dientes, la cosa es que te cobran 5£ por conector y lo que más me raya es que parece que no es ni impresión sino extrusion de polvo o como se llame esa técnica que tienes polvo lo aprietas mucho y coge la forma. Lo digo pk al "limpiar" el interior del conector en vez de salir trozos de plástico salía polvo como cuando rascas piedra caliza.
Bueno mi pregunta es, los dientes está separados por 2mm entre crestas es posible con una impresora 3D llegar a esa precisión? entre cresta y valle 1mm? sería algo así /\/\/\ , pk tengo pensado hacer la pieza en cad o el software que se necesite y mandar a imprimir varias, pero claro primero me gustaria saber si es posible llegar a esas precisiones .
Esta es la pieza que quiero replicar

#778 dependera mucho de tu impresora y setings, modelo etc.. prueba hacer primero la parte de los dientes si ves que no, siempre puedes hacer un molde y luego hacerlos en silicona.


